The entire RF welding process relies on two main components:

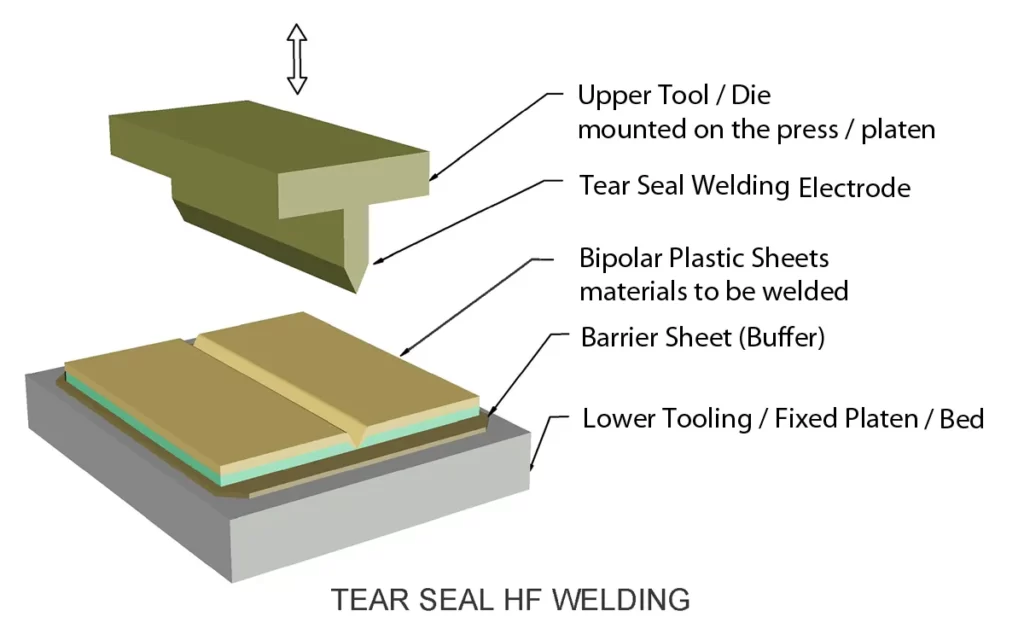
The dies, which are typically mounted in a press, form an electric circuit. The upper die carries a positive charge, while the lower acts in the ground. The thermoplastic material placed between them acts as an insulator, allowing energy to build without arcing.
When radio frequency energy is applied, the dielectric polymer heats up internally, melts, and is then cooled under pressure to form a strong, uniform weld.
The upper die is shaped to match the desired weld pattern, whether it’s a straight seam or the outline of a sealed product. The lower die is typically a flat platen, but it may also be contoured to accommodate complex shapes.